
The corrosion resistance of sintered NdFeB permanent magnets depends not only on the corrosion behavior of the base material itself, but also on the type of surface coating, coating thickness, and coating process used.
The table below summarizes the typical exposure times at which corrosion may occur for sintered NdFeB samples under three common environmental test conditions. Within these specified test durations, the coating must not exhibit any visible defects such as blistering, peeling, rusting, or powdering.
Slight color changes or surface darkening are considered acceptable, and for zinc coatings, the presence of limited white corrosion products is also permitted.
Typical Time to Initial Corrosion for Common NdFeB Magnet Coatings
(Reference: GB/T 34491-2017)
| Coating Type | Coating Code | Neutral Salt Spray Test (h) | Damp Heat Test (h) | Pressure Cooker Test – PCT (h, Un-saturated) |
| Electroplated Nickel (Barrel Plated) | Ni | 48 | 168 | 48 |
| Electroplated Nickel (Rack Plated) | Ni | 16 | 168 | 48 |
| Electroplated NiCuNi (Barrel Plated) | NiCuNi | 48 | 168 | 48 |
| Electroplated NiCuNi (Rack Plated) | NiCuNi | 16 | 168 | 48 |
| Electroplated Zinc – Blue Passivation | Zn.L | 24 | — | — |
| Electroplated Zinc – Color Passivation | Zn.C | 48 | — | — |
| Electroplated Ni–Sn | NiSn | 72 | 168 | 96 |
| Electroplated Ni–Ag | NiAg | 72 | 168 | 96 |
| Electroplated Ni–Au | NiAu | 72 | 168 | 96 |
| Electroplated Ni–Cu–Ni–Sn | NiCuNiSn | 72 | 168 | 96 |
| Electroless Nickel + Electroplated Nickel (Rack Plated) | Ni + AP Ni | 24 | 168 | 48 |
| Electroless Nickel + Electroplated Nickel (Barrel Plated) | Ni + AP Ni | 72 | 168 | 48 |
| PVD Aluminum Coating | PVD Al | 24 | 168 | 24 |
Notes
- These values represent typical times to the first appearance of corrosion under specified test conditions.
- Within the specified test durations, no visible defects such as blistering, peeling, rusting, or powdering are allowed.
- Slight discoloration or darkening of the coating surface is acceptable.
- For zinc coatings, limited white corrosion products are permitted.
- Results are based on standard test samples (e.g. discs or blocks around 10 × 10 × 4 mm). Test results may vary with magnet size and geometry.
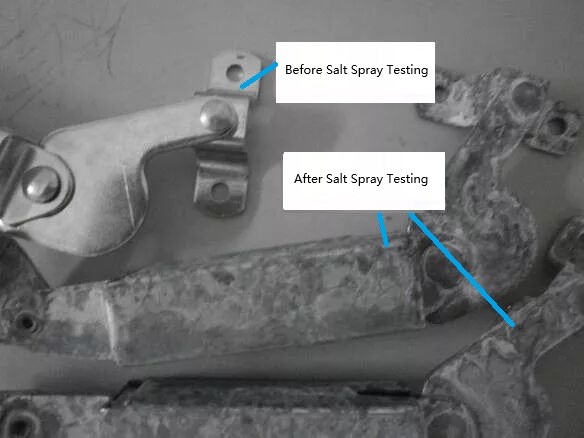
Neutral Salt Spray Test (NSS)
Salt spray corrosion is one of the most common and most destructive forms of atmospheric corrosion. In this context, salt spray refers to an atmosphere containing chlorides, primarily sodium chloride (NaCl), which mainly originates from marine environments and inland saline or alkaline regions.
Chloride ions are able to penetrate the oxide layer and protective coatings on metal surfaces and trigger electrochemical reactions with the underlying metal, leading to corrosion. In addition, chloride ions possess hydration energy and are easily adsorbed into pores and microcracks on the metal surface. They displace oxygen in the oxide layer, converting insoluble oxides into soluble chlorides, which transforms a passive surface into an active one and significantly accelerates material degradation.
The salt spray test is an accelerated environmental test that evaluates the corrosion resistance of products or metallic materials by exposing them to an artificially generated salt-laden atmosphere. Depending on the applicable standards and test procedures, salt spray testing is classified into:
- Neutral Salt Spray (NSS)
- Acetic Acid Salt Spray (CASS)
For sintered NdFeB magnets, the neutral salt spray test is commonly used. According to national standards, a continuous spray method is applied under the following conditions:
- Temperature: 35 °C ± 2 °C
- Salt solution concentration: 5% ± 1% NaCl (by mass)
- pH of collected salt solution: 6.5–7.2
- Specimen placement angle: 45° ± 5° (the angle has a noticeable effect on test results)

A frequently asked question is how salt spray test duration compares to actual service life in natural environments. According to commonly referenced data:
- 24 hours of NSS testing ≈ 1 year of natural environmental exposure
- 24 hours of acetic acid salt spray testing ≈ 3 years of natural exposure
- 24 hours of copper-accelerated acetic acid salt spray testing (CASS) ≈ 8 years of natural exposure
It should be noted that these equivalencies are approximate correlations rather than exact predictions, and real-world corrosion behavior can vary depending on application conditions.
Damp Heat Test
The damp heat test is an accelerated method used to evaluate the resistance of sintered NdFeB magnets to humidity- and temperature-induced degradation. During the test, samples are exposed to high temperature and high relative humidity for an extended period, simulating long-term service conditions in hot and humid environments.
For sintered NdFeB magnets, the typical test conditions are:
- Temperature: 85 °C ± 2 °C
- Relative Humidity: 85% ± 5%
- Humidifying medium: distilled water or deionized water
- Severity level: Level 1
- Test duration: 168 hours
Under these conditions, moisture can gradually penetrate coating defects, pores, or microcracks, leading to corrosion of the underlying magnet material. The damp heat test is therefore particularly useful for assessing the long-term moisture resistance and coating integrity of NdFeB magnets intended for indoor or semi-enclosed environments.

Pressure Cooker Test (PCT)
The Pressure Cooker Test (PCT)—also known as a steam aging test or autoclave test—is a highly accelerated corrosion test designed to evaluate a product’s resistance to extreme humidity, temperature, and pressure.
In this test, sintered NdFeB samples are placed inside a pressure vessel containing distilled or deionized water with electrical resistivity greater than 1.0 MΩ·cm. The samples are exposed to saturated or near-saturated steam conditions to rapidly accelerate corrosion mechanisms.
Two common PCT modes are used:
Unsaturated Mode
- Temperature: 120 °C ± 2 °C
- Pressure: 0.2 MPa
- Relative Humidity: 95–100%
Saturated Mode (More Severe)
- Temperature: 120 °C ± 2 °C
- Pressure: 0.2 MPa
- Relative Humidity: 100%
Compared with salt spray and damp heat tests, PCT is far more aggressive and is typically used to evaluate coatings for high-reliability applications, such as automotive electronics, sealed motors, and harsh industrial environments. Even small coating defects may lead to rapid failure under PCT conditions, making this test a strong indicator of coating robustness and long-term corrosion resistance.

Comparison of NSS, Damp Heat, and PCT Tests
Although Neutral Salt Spray (NSS), Damp Heat, and Pressure Cooker Test (PCT) are all used to evaluate corrosion resistance, each test focuses on different environmental stress factors and serves a distinct purpose.
- NSS (Neutral Salt Spray Test) primarily assesses a coating’s resistance to chloride-induced corrosion, making it especially relevant for applications exposed to marine environments, road salt, or saline atmospheres.
- Damp Heat Test evaluates long-term performance under high temperature and high humidity conditions. It is well suited for identifying moisture ingress, coating permeability, and gradual degradation in hot and humid climates.
- PCT (Pressure Cooker Test) is the most severe and accelerated method, combining high temperature, saturated humidity, and elevated pressure. It is typically used to screen coatings for high-reliability or harsh-environment applications, where even minor coating defects can lead to rapid failure.
In practice, these tests are often used together rather than individually, providing a more comprehensive assessment of coating durability across different service conditions.